The column , knee and saddle ways and vee,s reground.
Table top restored by plugging and /or filled with metal filler if viable prior to grinding.
Gib strips machined and low friction guide coat bonded to the bearing surface.
New metric elevation nut and screw, gears and bearings fitted.
The column , knee , ram and turret assembly are stripped and repainted.
Refit knee to column. The column gib strip is fitted with a max deflection of > .0005" top and bottom of knee.
The knee ways, vee's and the column gib strip are hand scraped to + / -> .0005" in 12" in both vertical planes at the top of the square.
Refit saddle and table. Maximum deflection on table and saddle strips .0003" at each end.
Table movement square in x axis square to movement in Y axis +/- >0005" in 9" .
Table top >.0005 to front of table movement in the Y axis.
An electric lube pump is fitted and all meters, pipes and manifolds are replaced.
Protection blinds for the column , knee top rear and knee top front are fitted has standard.
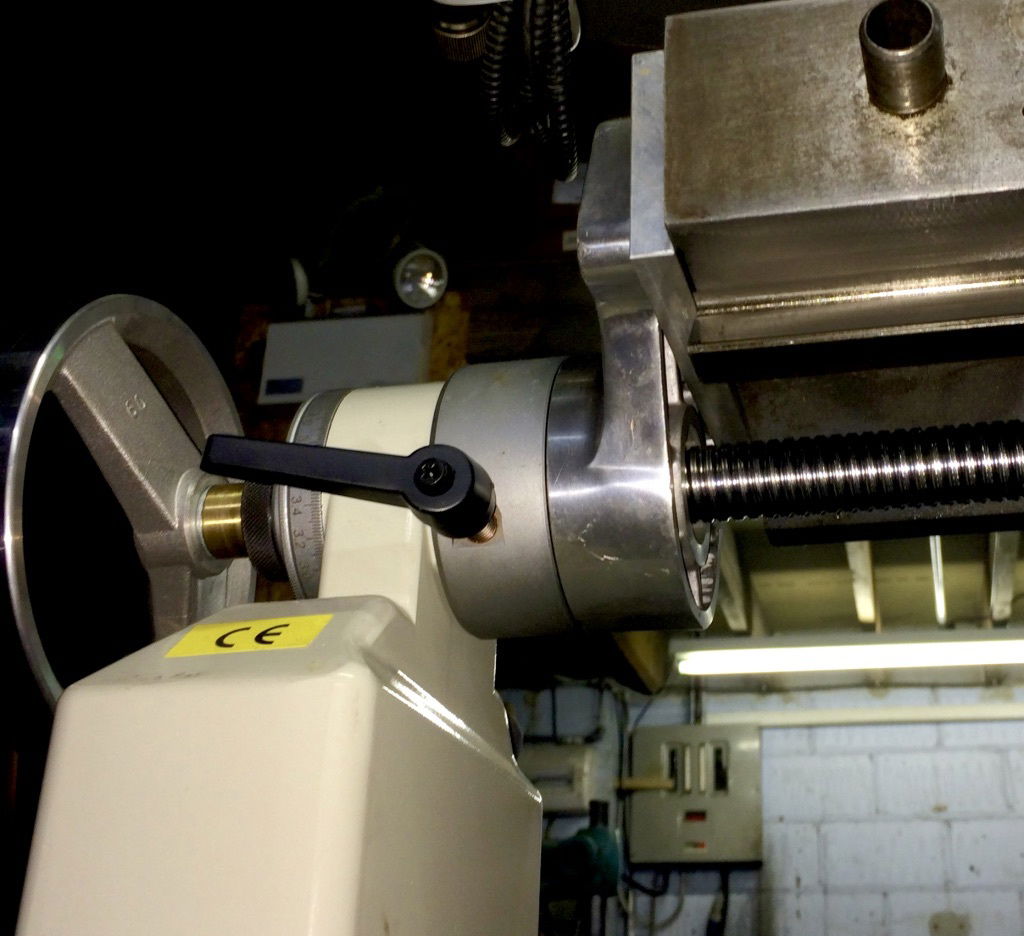
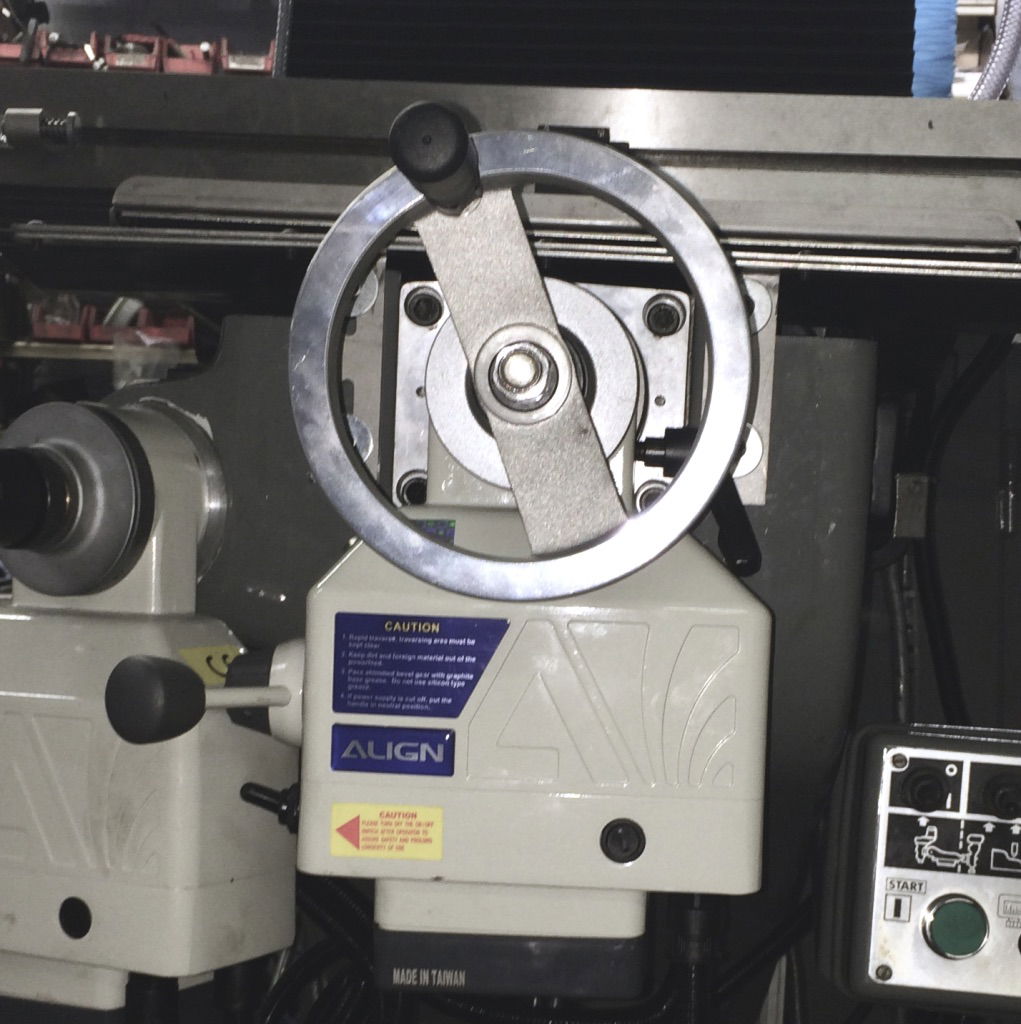
The X and Y axis lead screws are replaced with ballscrews . Fit new Align X axis power feed .
The table and saddle locks are replaced with clamps that work on the ballscrew . Thedeflection, lock pull and lock distortion are eliminated. The machines lock re-action on the X and Y axis with the DRO reading is cut down to an absolute minimum. New rigid handles replace the existing swing handles.
Accuracy , repeatability , operator confidence and efficiency are all greatly enhanced.
The J head is stripped. Main casting repainted .
New spindle bearings and taper regrind.
Replace worn out parts.
Strip vari-drive or belt drive. Replace bearings , pulleys , belts and hubs.
Replace external cables, conduits and pipes.
In addition we can supply the following .
Digital readout.
Align Y axis .
Align Z axis , controlled position and feed rate on the knee.
Align air power draw bar.
Splash tray.
123456



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}